Ⅰ Soovitatav konfiguratsioon / tööriistad:
1. Heitgaaside ja tolmu eemaldamise süsteem
2. Koonus- ja nõelaga tangid (katkestage lekkiv traat)
3. Rehvimärgistus kriit (märkige haava asukoht, turvise laius jne)
4. Paisuratta määrdeaine (kandke regulaarselt)
5. Rehvide parameetrite tabel (sisestage arvuti konfiguratsioonitabel ette ja helistage see otse poleerimisel)
6. turvise aluse mõõtmise joonlaud / mustri sügavuse mõõtur / paindlik mõõdulint (saab kasutada järk-järgult tuvastamiseks)
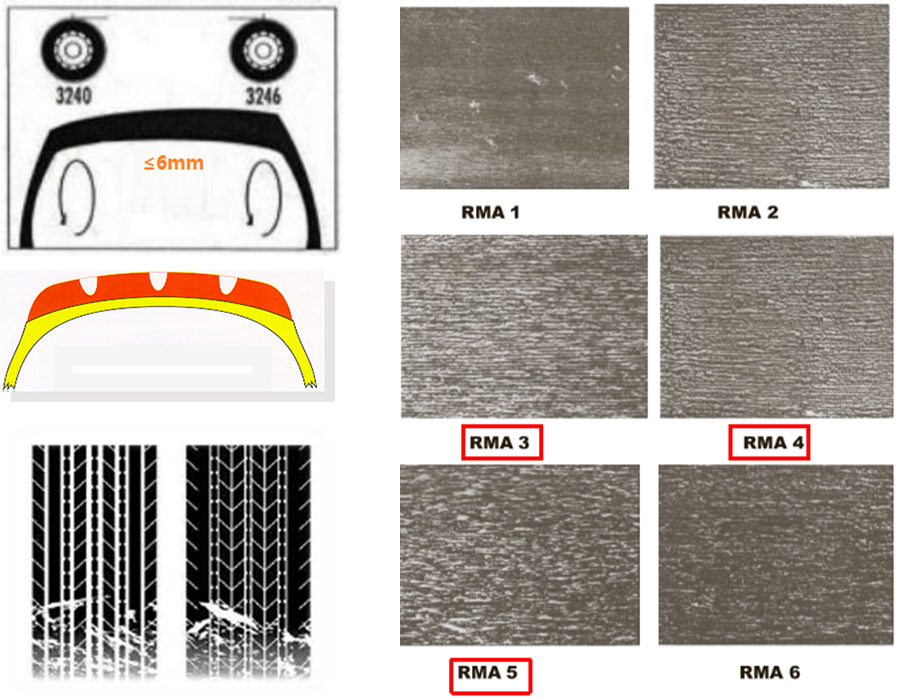
7. RMA standardne lihvimiskareduse mall (kasutatakse lihvimisriista pea kulumise hindamiseks)
8. Külgkaitsega prillid
9, turvajalatsid
Ⅱ Protsessi tingimused:
1. suruõhu rõhk: 5 ~ 8kg / cm
2. Rehvirõhk: 1,5kg / cm2.
Ⅲ Puhverdamise positsiooni kvaliteedistandard:
1. pärast rehvi lihvimist tuleks lihvimispinda hooldada 1,5 ~ 2,5 mm kummikihiga.
2. Pärast lihvimist ei tohi ühe koha rehvi kere pindala olla suurem kui 1% rehvi hõõrdumise pindalast,
Väljapoole jääv ala ei tohi olla suurem kui 2%, poleerimisjoonte sügavus ei kahjusta nööri kangakihti.
3. pärast lihvimist ei tohi kummagi rehvi augud ja muud vead ületada 3 ning kahe haava vaheline kaugus ei tohi olla väiksem kui 1/6 rehvi ümbermõõdust.
4. Lihvimisnõuded:
4.1 lihvimissügavust kontrollitakse 1,5-2 mm juures. Poleeritud pinna töötlemata viimistlus: RMA 3 ~ 5.
4.2 lihvimispinna kõrvalekalle, rehvi võra lihvimispinna kõrvalekalle ei ole suurem kui 1MM °
4.3 poleeritud võra laius peab olema võrdne või vähem kui 1/16 tolli (2 mm) turvisealuse laiusest ja kasutatavad turvisemõõdud peavad olema kooskõlas rehvi parameetritega (masina lihvimisraadius peab olema vastavalt rehvi parameetritele).
Ohutus:
1. Enne poleerimist eemaldage nähtavad võõrkehad, sealhulgas kivi, naelad, kruvid jne.
2. täispuhutav mitte rohkem kui 15 psi (1,5 kg / cm2).
3. töökaitseprillid
4. ei tohi kanda kindaid ja mugavaid riideid
5. pikad juuksed tuleb kinni siduda
Palun lugege käsitsi lihvimismasina seadmeid, mõistke turvaprobleeme.
Tootmise eesmärgid:
1. Ohutu tootmine;
2. protsessi standardimine, efektiivsuse maksimeerimine, peenete protekteeritud rehvide tootmine.
Postituse aeg: 06.-20.20